-

- En
-
Hydrogen embrittlement is largely unpredictable, and efforts to avoid it must begin at the design stage to determine part characteristics and subsequent manufacturing processes.
Avoiding the generation of hydrogen during the manufacturing process and the absorption of hydrogen by fasteners eliminates the risk of hydrogen embrittlement failures from the manufacturing process. Hydrogen embrittlement caused by environmental corrosion can be avoided by properly selecting surface treatment methods that do not produce hydrogen.
Possible solutions include
· Mechanical galvanizing
· Zinc-aluminum coating
Hydrogen embrittlement occurs only on high strength fasteners. If the application conditions permit, try to choose fasteners lower than 320HV.
If conditions permit, try to avoid pickling, and if it is impossible to avoid, the soaking time of pickling should be reduced to the minimum. The pickling solution should always contain inhibitor ingredients. In cases where high-strength fasteners must be used and hydrogen cannot be completely removed during the manufacturing process, and hydrogen is absorbed into the fastener, such as pickling and electroplating, the subsequent dehydrogenation baking process becomes critical.
For high-strength electroplated fasteners, in order to reduce the risk of hydrogen embrittlement, baking can be performed immediately after electroplating. Refer to ISO4042(Plating coating for Fasteners) for guidance. The purpose of baking is to remove as much hydrogen as possible and disperse the remaining hydrogen away from the surface. Due to the stress concentration effect, the surface of the fastener is usually highly stressed.
When electroplating high-strength fasteners, they need to be baked within 4 hours after electroplating. Basically, the earlier the baking is completed after electroplating, the better the effect of treatment. The typical operation is to keep the fastener at a temperature of 200 to 230 degrees Celsius for 2 hours to 24 hours. Again, in broad terms, the longer the better. If the baking operation is delayed for more than 4 hours after plating, the fastener may have suffered irreparable damage (micro-cracks)(there may be local residual stress in the fastener that causes hydrogen to migrate to the high-stress area).
For fasteners with residual stress, baking time is particularly critical because residual stress in fasteners will cause hydrogen near the fastener surface to separate into stress areas, including surface defect sites, inclusions, faults, and potential embrittlement areas.
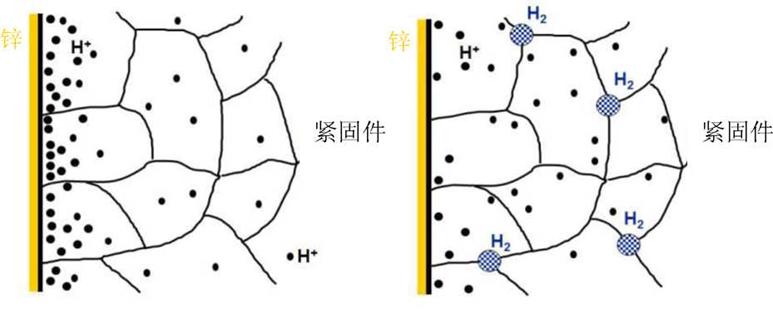
Figure 4: Distribution before (left) and after (right) hydrogen removal
The test method for fasteners is defined by ISO15330, "Preload test for detecting hydrogen embrittlement - parallel bearing surface method".
Bolt type fasteners hydrogen embrittlement inspection method
Preload tests should be performed on appropriate test fixtures. As shown in Figures 2 and 3. The stress borne by the fastener should be within its yield point or within the range of failure torque. Torque can be applied either by matching nuts (or bolts) or by turning a threaded steel plate to ensure that the required stress of the corresponding fastener is within its yield point; Other loading methods and fixtures within the breaking torque range are also allowed. The stress or torque should be maintained for at least 48h. Every 24 hours, the fastener should be re-tightened to the initial stress or torque, while checking whether the fastener has been damaged due to hydrogen embrittlement.
Hydrogen embrittlement inspection method of self-tapping and self-extruding fasteners
The preload test method is the same as in Section 2.1, and the relevant test fixture is a steel plate. A washer with a hardness rating of 300HV can be used under the screw head to protect the steel plate. The minimum thickness of the steel plate is ld, all other requirements are the same as for bolts, screws and studs.
Gaskets
Hydrogen embrittlement inspection method of fasteners Several spring washer specimens are mounted on bolts with the same nominal diameter of thread and spring washer. Use flat washers to separate the spring washers from each other. The hardness of the flat washer should be greater than the hardness of the spring washer specimen, and its minimum hardness is 40HRC. The conical elastic washer should be tested in pairs, and the assembly should be tightened until the spring (sexual) washer specimen is completely flattened.
If all samples in the same batch pass the test with no fractures or visible cracks, the batch material is qualified. However, it is important to note that passing the hydrogen embrittlement test only reduces the potential risk.
In order to avoid the hydrogen embrittlement damage problems caused by the plating process, fastener manufacturers are looking for ways to avoid hydrogen embrittlement problems, including the use of low hydrogen cleaning and low hydrogen plating, which is aimed at reducing the chance of contact with hydrogen. In the design, the influence of material strength on hydrogen embrittlement sensitivity should be fully considered, and the strength level should be reduced as much as possible. In the process of processing, mechanical damage on the surface of the parts should be avoided as much as possible; Low hydrogen embrittlement electroplating process should be adopted, and non-hydrogen embrittlement zinc-aluminum coating and other anti-corrosion surface treatment methods should be used if necessary. After electroplating, a reasonable hydrogen drive process should be adopted to strictly remove hydrogen. At present, although the hydrogen embrittleness problem cannot be completely eliminated, with the development of new materials, low-cost surface treatment alternatives may be a breakthrough to completely solve the problem.











